

口罩机的分类_N95口罩机设计详图及工作原理
这次突如其来的疫情,打乱了我们每个人的生活,也让很多人饱尝病毒带来的痛苦,但我们还是应该感谢那些冲在抗疫一线的白衣天使,谢谢他们为我们,为这个国家做的努力。所以任何人都不用怕,因为没有一个冬天不可逾越,没有一个春天不会来临,阴霾过去,愿我们所有人都会迎来繁花似锦。
而其实我们都知道,市面上我们常见的口罩有好几种,而每种口罩都对应着一种口罩机,所以,先来看看目前全自动口罩机的种类有哪些: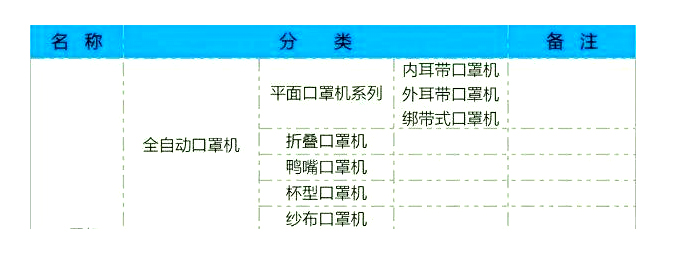
可能没有全部包括在里面,如果有遗漏的,欢迎大家在评论区补充。
而我们今天要说的是其中的全自动口罩机--平面口罩机系列--内耳带口罩机,这里说一下内耳带口罩和外耳带口罩的区别,我放一张图,你就明白了: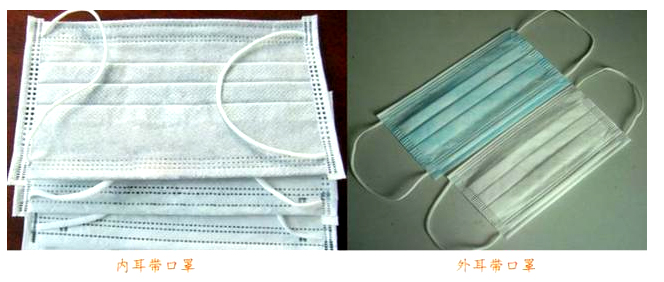
从图里就可以看出来,它们的区别就是耳带的朝向,我们在用的时候都是一样的,但为什么我还要特意说一下内耳带和外耳带的区别,是因为内耳带的口罩机会比外耳带口罩机多一个工序,这个后面再说。
首先来看一下整个口罩机的轴测图:
然后再看一下平面图:
我把整个口罩机按照它每个部分的功能,分别做了标注,关于图里面说到的“口罩主体”、“耳带”,分别代表口罩的哪个部分,可以看下面口罩的组成图:
接下来,咱们就按照口罩机的工序挨个说(小声哔哔:这篇文章比较长,大家耐心看完)
口罩主体制作工序,我又把它分成了原材料上料工序和口罩主体处理工序:
口罩主体制作工序,我又把它分成了原材料上料工序和口罩主体处理工序:

一、原材料上料工序

市场上常见的一次性医用口罩,它的口罩主体都是由3-5层布料组成,可以看的出来,我们要说的这款口罩机是可以做4层的口罩,因为他有四个布料放置架,最右侧的是鼻梁线放置架。
1、我们先来说一下它的上料顺序:
各种布料穿过各自的布料支撑架,再从布料分层架进入,几种布料叠起后,进入布料折边处,最后再经褶皱折叠处,进入主体处理工序,下面上图更直观点:

我把布料支撑架挪了一下位置,但原理都是一样的。
关于布料折边处的作用,是将原本较宽的布料两边折叠,达到我们想要的口罩宽度;
而褶皱折叠的作用,我们可以看到一次性的口罩上面有三个折起来的褶皱,就是通过这个机构实现的;
2、再来说一下这部分值得一说的小机构:
1)布料放置架

布料放置架的组成都在图里标示出来了,我相信它的工作原理,大家一看也就明白了,下面来说一下其中几个零件的作用:
旋转阻尼机构:
布料卷在旋转时,如果旋转的速度过快,会让布料出现堆积,为了避免这一情况,就需要让旋转轴在旋转时,有一定的阻尼力,时刻保证布料是紧绷的状态。而旋转阻尼机构就起到了这个作用,它的内部机构其实是这样的:

星形把手压紧弹簧,弹簧把压紧块压紧在旋转轴上,起来阻尼作用。
布料卷固定块:它的作用,不必多说,就是从布料卷中心孔两端插入,形成一个主体,再通过星形把手,把布料卷固定块固定在安装座上;
顶紧弹簧、固定块安装座、调节块:
这三个零件的作用是为了方便调节布料卷的左右位置,顶紧弹簧将固定块安装座顶紧在调节块上,调节块和旋转轴是螺纹配合,通过拧紧和拧松调节块,来调节布料卷的位置。(备注:固定块安装座上有条形孔,用于和旋转轴上的螺钉配合,避免固定块安装座和旋转轴有相对旋转)
2)鼻梁线放置架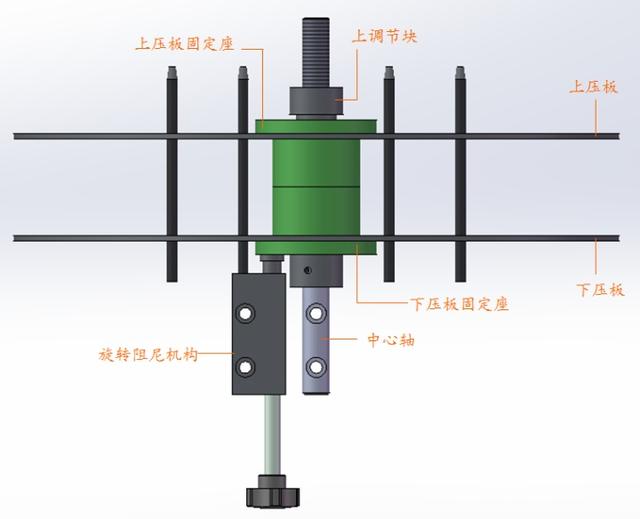
上压板和下压板之间,是放置鼻梁线的区域。上调节块和中心轴是螺纹配合,通过旋转上调节块,可以调整放置鼻梁线区域的高度;而下方旋转阻尼机构的原理和上面提到的一样,这里就不再作解释了。
3、布料支撑架、布料分层架、布料折边处、口罩褶皱折叠处二、口罩主体处理工序
1、还是和上面一样,先说工作步骤:
1)叠层后的布料以及鼻梁线,经过截取工序后,首先会把鼻梁线按固定长度截断,然后放入折边的布料里;
2)经过超声波热压工位,将折边后的布料两侧及前后端形成压纹;
3)经过口罩分段截取工位,将布料按照固定长度截断,成为口罩主体;
4)最后通过差速分离输送带进入分料工序。
以上,就是口罩主体处理工序的整个工作步骤。
先说一下差速分离输送带的作用:因为前面口罩主体都是连续的,如果不把它们分开间隙,后面就没法分料,所以通过这个输送带时,利用速度差,就可以把前后口罩主体拉开间隙。
2、然后是工序中的机构分析
1)整个工序,除分离输送带部分,只有一个驱动电机,每个运动滚筒的动力都来自这个电机,而中间动力的传递都是通过链轮链条、齿轮等传动机构。这一部分就不细说了,大家可以下载模型后,自己研究一下它的具体传递方式。
2、鼻梁线切断工序这个工序中包含了鼻梁线的驱动,截取和布料一侧的折边,具体看下图: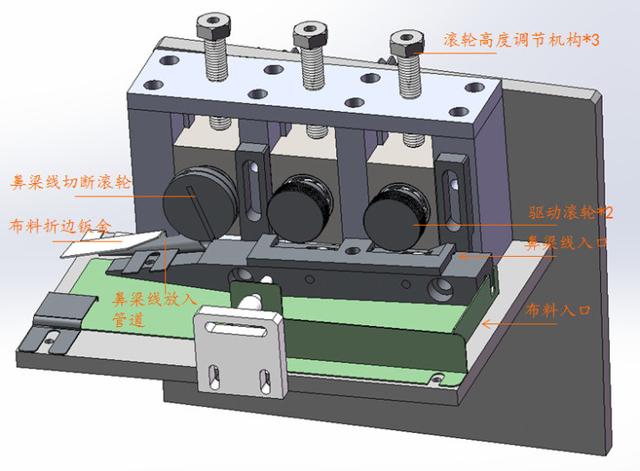
鼻梁线的路径:鼻梁线入口--驱动滚轮*2--鼻梁线切断滚轮,下图是驱动滚轮和切断滚轮的详细图:
可以看到,两个滚轮中间都有沟槽,就是用来过鼻梁线的,而驱动滚轮上的小齿可以卡住鼻梁线,带动鼻梁线往前走;切断滚轮上有一个刀片,用来切断鼻梁线。切断后,鼻梁线就从放入管道进入到折边的布料里。
有人可能会问,前面不是有布料折边了吗?为什么这里还有个折边钣金,其实区别是前面的只是让布料两边折成大概90°,而这里是将原来折起90°的边,折成180°,从而把鼻梁线卷进去。
这里再说一下滚轮高度调节机构的原理,以后有需要用到这种机构的,就可以借鉴一下,还是用剖切面来说,更直观一点:
调节螺丝-1是中空型螺丝,调节螺丝-2和滑动块为螺纹配合,调节过程:调节螺丝-2锁在滑动块上,但注意不要锁紧;这时转动调节螺丝-1(注意保持调节螺丝-2不转动),就可以实现滑动块的上下运动,调整到合适位置后,锁紧调节螺丝-2就OK啦。
3、超声波热压工位、口罩分段工位
这部分机构,个人觉得没什么好说的,口罩主体就是从最右侧带压纹滚筒处经过,把布料和鼻梁线压合在一起,同时留下我们一次性口罩上的点状线;然后通过三个滚筒对辊,在经过中间的带刀片滚筒时,将口罩主体按固定长度截断。
这里再提一下超声波振动子是干嘛的,从它的名字你就知道它是会振动的,然后再贴一段百度百科的资料,看完你就明白了
超声波熔接的原理是利用纵波的波峰位传递振幅到塑料件的缝隙,在加压的情况下,使两个塑料件或其它件与塑料件接触部位的分子相互撞击产生融化,使接触位塑料熔合,达到加工目的。
Ⅱ、主体分料工序
因为前面的工序效率比较高,为了生产速度匹配,就用了一拖二的方式,而这个工序就是用来分配前道工序过来的口罩主体。
一、还是先来说一下它的工作顺序
1、口罩主体从前道工序,进入分料机构,分别分料给两个输送带;
2、在经过输送带时,由翻面机构将口罩主体翻面,继续输送到下一个工序。
二、机构分析
1、翻面机构
这里之所以放一个翻面机构,是因为前面的工序里,口罩主体都是外面朝上的,就是一次性口罩的蓝色面,而熔接耳带是要在口罩的里面,所以还需要将口罩主体翻个面,具体的机构,在上面的图里可以看的比较清楚了。
2、分料机构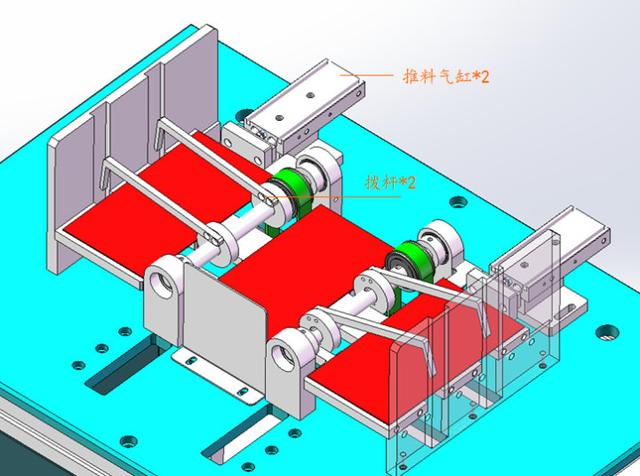
图中3个红色的是口罩主体,上一道工序会将口罩主体送入中间位置,然后由两侧的拨杆分别将口罩主体,依序的拨入左右两侧,推料气缸再将口罩主体推入输送带。
Ⅲ、耳带熔接/折叠
因为耳带熔接/折叠工序-1和-2是一样的,所以分析一个就OK了。
一、工作顺序
1、口罩主体从上一道工序,输送到入料处,跟随步进式输送线前进;
2、经过耳带熔接机构,将耳带熔接在口罩主体上;
3、经过耳带折叠机构,将耳带向内折叠;(这个机构就是我前面提到的,比外耳式多的一道工序)
4、完成的口罩进入码垛机构,然后每码垛10个,放到下料输送带,再由人工取走。
二、机构分析
1、步进式输送线
其实输送线很普通,主要是想说一下它固定载具的方式:
输送线采用的是双链轮结构,两侧分别是带耳链条(可以直接买到的标准品),在链条上固定口罩载具;然后载具是以步进的方式前进,每次走一格,输送线的驱动是步进/伺服电机;
2、耳带熔接机构
1)先说一下这个机构的具体动作顺序
输送线将口罩主体输送到口罩停止位
→ 耳带处理机构,将耳带放置在口罩两端 ;
→ 压紧机构下压 ;
→ 超声波熔接机工作,将耳带熔接在口罩上;
→完成。
2)还是惯例,说一下值得一说的机构
估计这一个机构,大家最感兴趣的就是,耳带是怎么截取并放到口罩上的。先说一下,口罩左右两侧的耳带处理机构是对称的,所以原理是一样的。
下面看详细的图:
→ 耳带从上面的耳带卷下来后,从耳带出口出来;
→ 最右侧的笔形气缸驱动拉耳带夹子,夹住耳带出来;
→ 耳带两端夹子,夹住耳带;
→ 剪刀将耳带剪断,耳带两端夹子将耳带两端放置到位;
→ 执行熔接动作;
→ 重复以上动作。
以上就是耳带处理机构整个的动作流程,再来看一下耳带两端夹子的具体机构:
旋转时,上下气缸提起;到位时,上下气缸下降。夹子旋转驱动气缸,通过驱动齿轮齿条机构,将直线运动转化为旋转运动(这个机构记下来,平常说不定会用到)。
备注:图中两个夹子只是展示了两个不同的状态,实际使用中是对称的。
再来看一下耳带剪刀、拉耳带夹子处的细节图: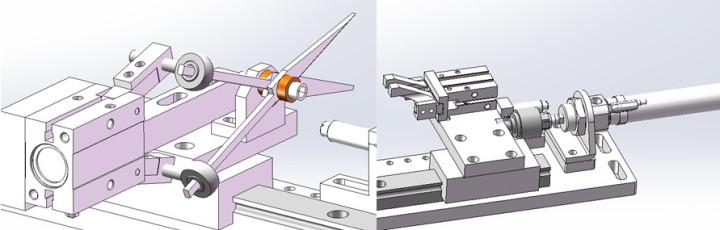
3、耳带折叠机构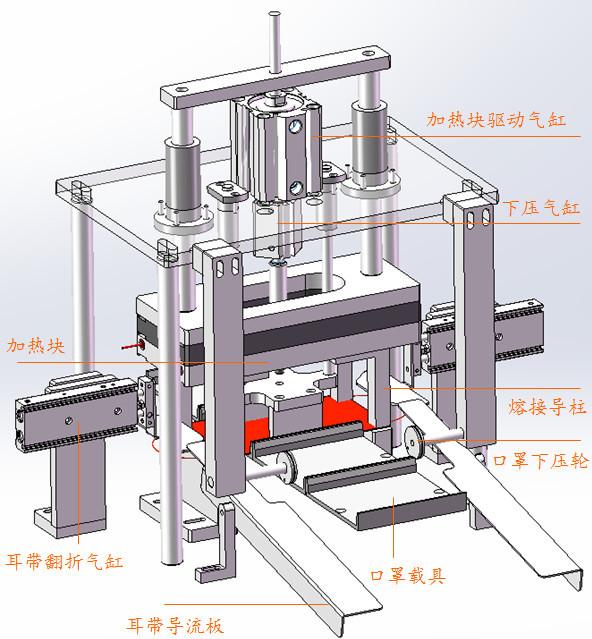
1)这个机构并不复杂,上面的图里基本都标注清楚了,所以就只说说动作顺序:
→ 口罩载具输送口罩,经过耳带导流板时,将耳带折起90°(口罩下压轮的作用是防止在导流时,口罩被带起来);
→ 到达位置后,下压气缸往下,压住口罩,然后耳带翻折气缸把耳带向前推到口罩上,退回;
→ 熔接导柱下压,压住耳带和口罩主体的接触点,然后加热。
4、码垛机构
1)机构动作顺序→ 载具输送口罩到皮带线上,输送皮带线将口罩带到落料处;→ 上方传感器有计数功能,每累计10个,下压气缸往下,将10个口罩压到下料输送带上,最后由人工将口罩取走。
苏州滤芯厂(飞亚特环保)专业生产液压油滤芯,不锈钢滤芯,烧结滤芯,除尘滤芯,水过滤滤芯等。致力于油,气,水三大过滤领域核心产品的生产与研发。

 在线客服
在线客服